- +1
溫暖與時尚——明清江南棉布織染業與工業革命前英國的比較
原作者:馬翔宇
注意!!!未經授權不得轉載!!!
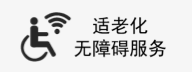
明 仇英 清明上河圖(局部) 臺北故宮博物院藏
清代的桐城書生馬蘇臣曾經留下“花開天下暖,花落天下寒”的詩句贊頌棉花,這種經濟作物高產、耐旱、實用,是地球送給人類文明的一件厚禮。明清以降,棉紡織品成為了中國平民階層最主要的服飾用料,棉紡織業也成為了明清蘇州地區手工業中最早形成完整的產業鏈條與生產規范的行業。而在亞歐大陸的盡頭,海的對岸,也是在這樣一個工序明確且機器應用對生產力水平有質的提升的領域,工業革命得以爆發,整個人類文明進入新的紀元。“李約瑟之問”縈繞心頭,引得多少意難平。
絲縷成霜:江南紡紗與織造技術
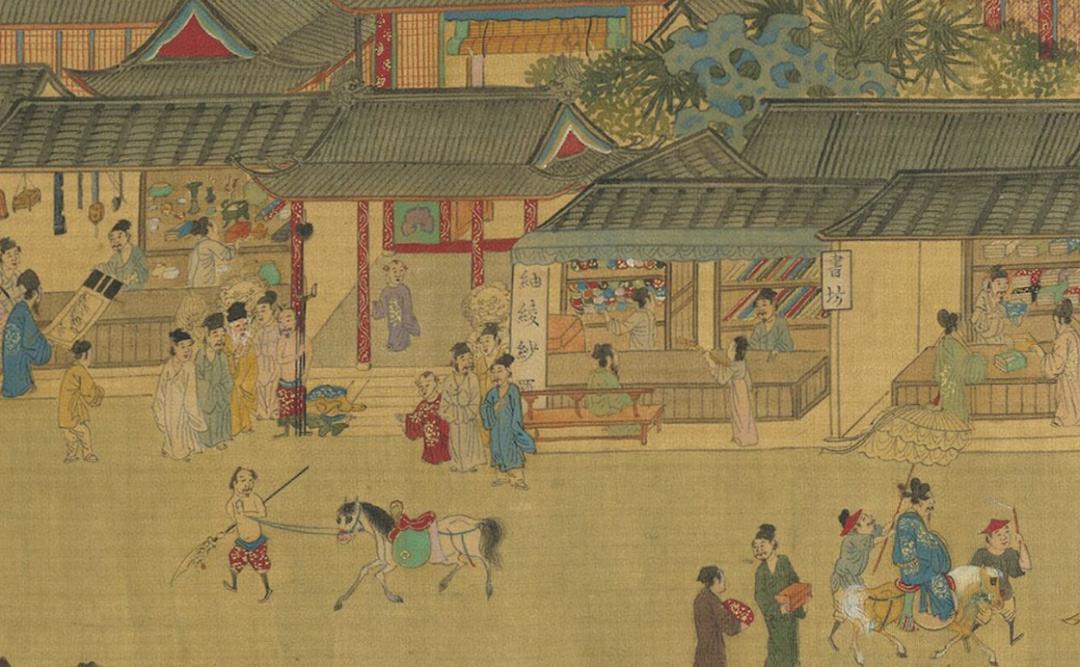
清 佚名 御題棉花圖(一)冊 布種 臺北故宮博物院藏
江南棉紡織技術的發展歷程早于明代中后期的棉花種植風潮以前。宋元之際,松江府的婦女黃道婆便在江南既有紡織技術的基礎上,吸收海南黎族技藝,總結出“錯紗、配色、綜線、挈花”的織造技術,并改進了搟、彈、紡、織等專用機具,不但自身成為江南“先棉神”,融入江南民間信仰體系,也在中國科技史上留下了濃墨重彩的一筆。至明清時期,在以蘇州府為中心的江南地區,紡紗和織造技術均已高度成熟。
紡紗作業主要分為軋棉、彈棉、卷筳、制紗四個關鍵步驟,實現的是從棉花到紗線的制造過程。
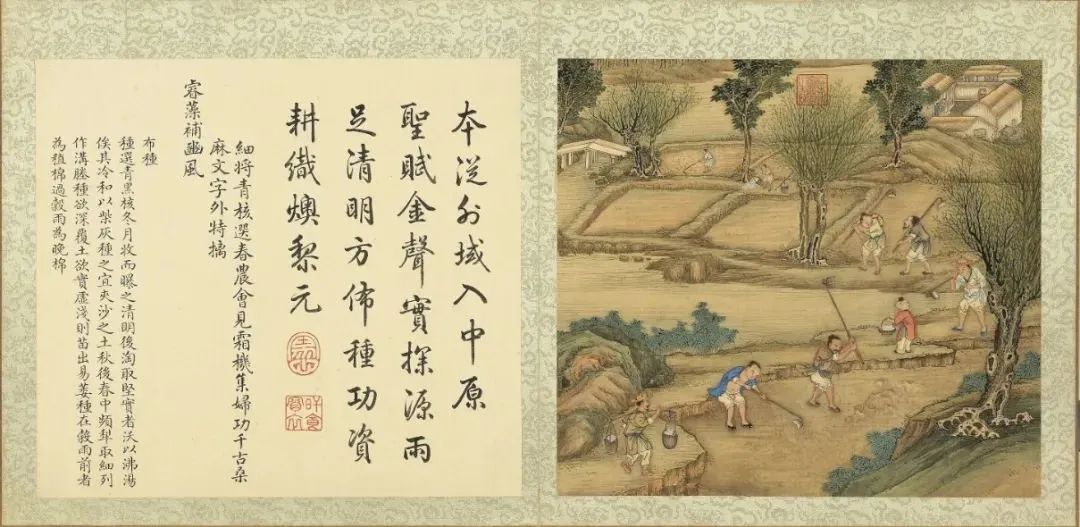
清 佚名 御題棉花圖(二)冊 彈花 臺北故宮博物院藏
在當時的江南地區,軋棉和制紗兩個步驟已經全部實現了機器生產,廣泛應用曲柄傳動的竹木制軋車和腳踏紡車已經普及。在明清時期最重要的生產技術普及著作《天工開物》中直稱此類器械“十室必有,不必具圖”。
其中,尤以多錠腳踏紡車的普及對于江南地區制紗作業的推動最為明顯,在使用舊式的手搖紡車時期,制紗效率遠低于織造效率,三到四架紡車才能供應一臺織機。而在明清時期的江南地區,三錠、五錠這兩種規格的腳踏紡車已經成為主流。成書于乾隆年間,嘉慶年間再版的《欽定授衣廣訓》載明了此類器械對制紗效率與品質的提升:“直加所紡棉十之三,勻不毛起者,加十之五”。而在工業革命前,英國普遍使用的正是與中國手搖紡車原理相似的單錠紡車,紡紗效率非常低下。
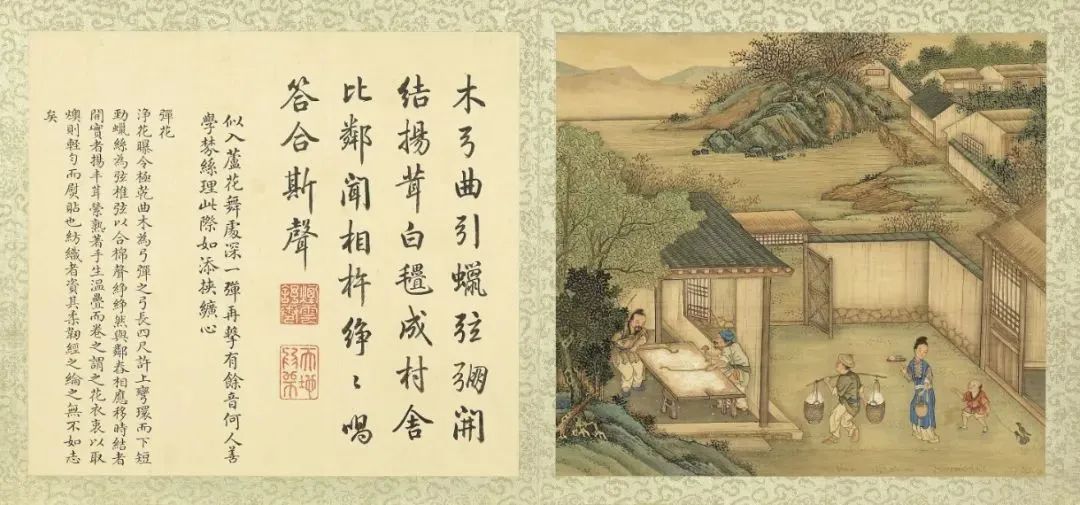
織造作業則主要分為整經、漿紗、織造三個關鍵步驟,實現的是從紗線到胚布的制造過程。
圖源:蘇州絲綢博物館官網
整經是使得棉紗平順的工藝過程。中國舊式的整經工藝是齒耙式整經,由雙人配合,主要依靠人手的牽拉力。改進工藝為軸架式整經,此種經架由三人操作,除動力來源改為了滾軸的的卷繞力外,還在紗線滾動的途中專門設置了使用木梳的理經人。相對于齒耙式工藝,軸架式實現了對理經效果的實時觀察和修正以及牽拉力的均勻化,不但提升了產量,還特別適用于棉纖維,有效減少了棉結,提升了產品品質。清乾隆時期,軸架式整經在江南普及,而北方廣大地區仍然沿用齒耙式整經,更兼南方濕潤氣候對棉纖維的保護,南北棉布品質出現明顯差別。而在工業革命前,英國的棉紡織業沿襲其毛紡織業的經驗,使用的木梳梳理機與中國的軸架式整經原理非常相近,相對于江南地區并沒有技術代差。

漳緞織機 蘇州絲綢博物館藏
漿紗是織造作業中的第二個關鍵步驟,對于棉這類短纖維,一定要將經紗上漿以增大經線的強力、減磨和保伸,達到改善經線織造性能的目的。至明清時期,江南地區對浸沒式的絞紗上漿工藝進行了改進,使用刷紗法,這種工藝上漿均勻,織造成品也因此表面比較光滑,品相較好。清代《布經》認為這種工藝起源于松江府,稱“布之經紗,各處俱漿者也。惟松有刷紗之工,不亦異哉!”但需要注意到,這種漿紗工藝高度依賴少數技術工人,漿料的薄厚、粘性全憑刷紗工的經驗,相較于原本的浸沒法難以推廣。此種技術既成為了江南棉布的護城河,也被局限在了江南和四川一帶。

漳緞織機 蘇州絲綢博物館藏
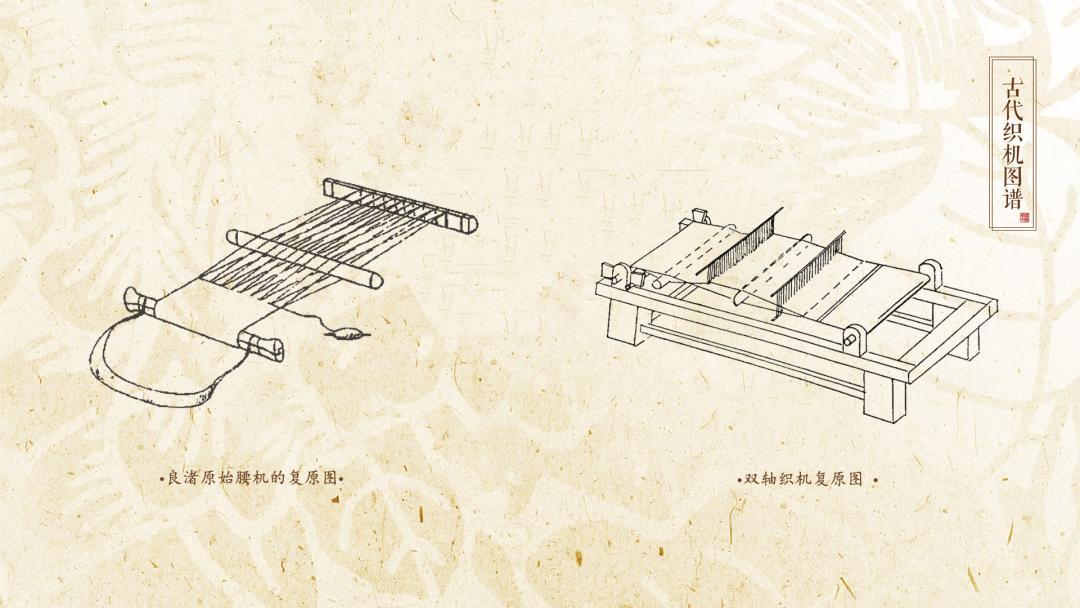
織造步驟的核心器械是織機,我國主流的踏板織機在宋元時期即已經基本定型,有雙躡單綜機、單躡單綜機、雙躡雙綜機等幾種形制。踏板織機最重要的技術貢獻在于對張力補償原理的應用,織工以坐式用腰部和腿部力量控制織機,大大降低了織造過程對于體力和力量的要求。因而,踏板織機在江南地區高度普及,女性,甚至是未成年女性得以大規模進入織造生產領域。明清時期,出現于唐代的大花樓織機在江南蓬勃發展,此種織機可以貯存提花信息,是中國古代紡織業的至高成就,也是西方提花工藝的分水嶺賈卡提花機的藍本。而在工業革命前的英國,同樣普遍使用腳踏織機,但其技術路徑源自對埃及織機的本土化改造。與我國織機不同的是,其繃直經線的張力依靠懸垂重物提供,經線松緊難以調節,主要適用于織造簡單的平紋織物,落后于中國織機。
采山擷水:江南專業化印染技術
我國素來有服色禮制的傳統,服飾的作用遠不止于保暖,更是身份地位的象征,尤為色彩更具有嚴格的等級觀念,是君王治國的重要制度之一,歷代服色體系均保存于官方《輿服志》中,成為一條串聯起中華文明的五彩緞帶。而我國服色體系,素來以青、黃、赤、白、黑為五種正色,這物種正色也就成為了印染業的基礎色系。而在印染技術體系上,主要分為利用強堿的還原染、利用綠礬(鐵鹽)和明礬(鋁鹽)作為發色劑的媒介染和不加助劑的直接染三種。其中,青色系是比較典型的還原染法,明清以前產品多偏向靛青,明清時期發明了以生莧藍葉煎水進行印染的辦法以印染青色系中較淺的月白、草白色,青色色譜基本補齊。而皂色系主要使用的是媒介染法,一般用綠礬配合五倍子殼、胡桃青皮、栗子青皮、櫟樹皮及其殼斗、蓮子皮、樺果等染料獲得。黃色系與紅色系的染法比較多樣,既可以用茜草、黃蘗、蘇方等使用媒介染得到,也可以用紅花、梔子、郁金等染料進行直接染。

清 朱紅緞地彩繡風景花卉紋對襟女褂 蘇州絲綢博物館藏
明清時期,染料與助劑的配制技術高速發展,大量新的顏色被開發出來并形成配方。明初劉基所著的《多能鄙事》記載染料配方11種,至清初的《天工開物》記載的染料配方已經增長至26種,而成書于清中期后的《布經》(安徽圖書館本)記載的染料配方已經擴展至74種,甚至對關鍵染料的出產地品質都進行了評級。此外,染坊作為一種高度專業化的工坊在當時的棉布貿易中心蘇州集中涌現。康熙五十九年,蘇州已有大型染坊64家,各家染坊在自己的優勢色系中逐漸形成護城河,當時玄色染工以鎮江人為主;青色主要由蘇州本土的唯亭、跨塘染工操持;赤色則是句容染工的地盤。

清乾隆 石青色彩云金龍紋妝花緞女夾褂 故宮博物院藏
而在昂貴的提花面料之外,印花面料也大行其道。當時的印花主要使用凸版印花技術,這是自秦漢以來便有的成熟技術。它的方法是在平整光潔的木板或其它類似材料上,挖刻出事先設計好的圖案花紋,再在圖案凸起部分上涂刷色彩,然后對正花紋,以押印的方式,施壓于織物,在織物上印得版型的紋樣。自明代末期開始,“蘇樣”服飾取代“京樣”服飾,引領全國時尚風潮。絲綢制品的紋樣設計與配色方案滲透影響到棉布制品,蘇樣印花棉布得以遠銷北至薊遼、南至閩粵,西到甘陜的廣大地區。其中最為流行的花樣是藥斑布和棋花布兩種:藥斑布青白相間,有樓臺、人物、花鳥形象印花,棋花布則是一種格紋布,狀若圍棋棋盤。此二種印花在全國廣為傳播,成為我國后世藍染布的主流花樣。
此外,染行中還出現了專門對棉布進行拉伸碾壓,以使棉布平整光潔的工種,名為踹匠。隨著棉布業的興盛和市場的擴大,尤其是每年數十萬匹政府采購訂單的刺激下,康熙末年,踹布業從染坊中陸續分離出來,成為一門獨立的行業。康熙年間,蘇州府城內踹匠有兩萬多人,這批踹匠也是蘇州府成長為全國第一大工商業城市的過程中非常典型的一批低技術移民群體,對于蘇州府的城市治理產生了深遠的影響。

踹布石 江寧織造博物館藏 圖源:方志江蘇
踹布石 江寧織造博物館藏 圖源:方志江蘇而在工業革命前的英國,棉布印染工藝則堪稱落后。受限于胚布品質、紋樣設計水平以及當時以呢絨為主要服裝原料的習慣,英國本土的印染棉布質量與銷量都比較低,棉布主要依賴進口,主要進口國也包括中國。1805年,英國進口中國棉布數量達到頂峰,為178 萬匹。而徹底改變英國棉布消費比例的,是印度印花棉布的輸入。印度棉布本是東印度公司借助其在印度的優勢地位大肆購入,再到本土進行轉口貿易,傾銷歐洲大陸的產品。但印度棉布流入英國本土后,依靠其輕薄、鮮艷、便宜的優勢對呢絨市場造成了重大打擊,甚至一度改變了英國人的衣料取向,是為17世紀70~80年代的“印度熱潮”。1720年,《禁止使用棉織物法》獲得通過,但英國社會紡織品消費習慣已經改變,此法最終未能徹底落地,英國本土投資棉紡織業的熱潮興起后,更是形同廢紙。
青萍之末須有大風:棉紡織領域的李約瑟之問
對明清時期江南的棉紡織技術體系梳理至此,我們當然會產生困惑與不甘:江南的棉紡織業規模之龐大、技術之普及、器械之全面,都遠超過同時期的英國。然而,那樣一次改變了人類文明進程的技術革命,卻就是發生在了技術積累落后、市場積淀淺薄的英國,那個第一個踹倒了大清帝國,開啟了百年痛史的英國。
這其中有偶然,英國紡織業的革命起自那枚小小的飛梭,它率先將英國紡紗與織造兩個部門之間的生產力缺口拉到了一個難以忍受的程度,繼而是珍妮機、四軸水力紡紗機、走錠精紡機、水力織布機,紡與織兩個部門之間的生產力缺口交替出現,英國在不到一個世紀的時間里完成了中國紡織上千年的技術迭代,并在兩個部門都組織起了工廠化的生產方式。英國的工廠主們迫切地尋找著穩定強勁的動力源,當他們將目光鎖定在蒸汽機上的時候,一個屬于鍋爐、軸承、閥門與傳動桿的新時代伴隨著機車的汽笛聲開始了。
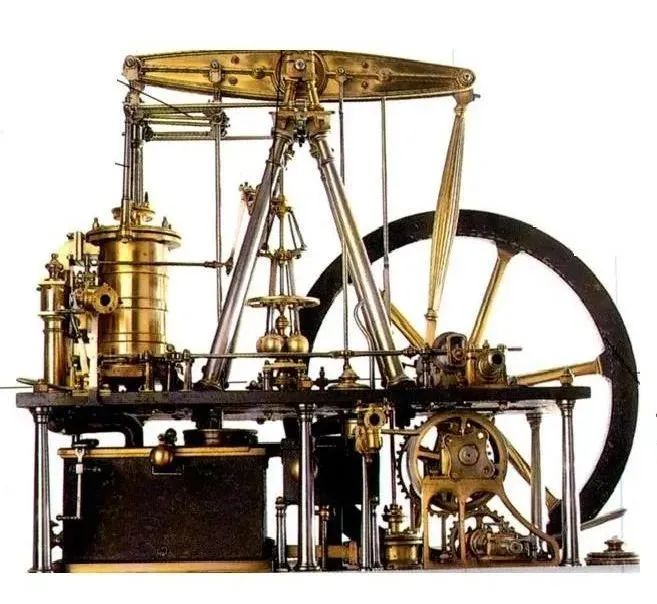
瓦特改良的蒸汽機 圖源網絡
這其中也有必然。產業門類上,支撐第一次工業革命的,是棉紡織業與動力機械業兩個工業門類,是輕工業與重工業在市場應用、技術進步上互相促進,互為補充的結果。而當時的大清帝國,除卻鑄炮、采礦冶煉等少數軍工產業外,幾乎沒有重工業部門,而這些炮廠與缺少木材、煤炭與鐵礦的江南之間的距離,遠遠超過了伯明翰與曼徹斯特之間148英里的距離。生產組織上,技術進步與分工細化對于生產力水平提升最明顯的紡紗與織布兩個部門在我國從未形成工廠化生產,紡紗與織造作業星羅棋布于江南無數市鎮與農家,而只在最后的貿易階段才集中于布行。這意味著江南將不會產生這樣一批人,他們手中握有巨量的資本,又同時渴求技術水平對生產力帶來指數級的提升,江南無數織工的人力成本低廉,沒有任何布行會看得上最初的細微改進帶來的生產力提升。市場需求上,棉布作為深入民間且占用大量物流資源的消費品,在人力生產時代壓縮成本的能力有限,因而外來棉布很難徹底消滅本土棉布,因而,江南布行即便做到了人力生產時代品質的極致,產品也確實行銷全國,但仍無法做到獨吞數億人的棉布消費市場。而當英國人有能力填滿他們的國內市場的時候,生產力進步帶來的成本壓縮空間,已經使他們有能力對外傾銷了,與他們對生產效率提升的狂熱相匹配的,是一個幾乎無限大的市場。1831年,中國棉紡織品貿易首次由出超變為入超。光緒年以后,英國人最終敲開了大清海關與內地鈔關體系,他們在中國做到了蘇州布行沒有做到的事情,江南棉紡業的輝煌歲月成為了昨日幻夢。
弱小超越強盛,后進變為先進,這是人類文明史和技術史上并不偶發的偶然,歷史的無奈之處在此,歷史的魅力之源在斯。技術革命與組織提升從來相互糾纏,突然鋪滿天際的云霞,往往已經在云氣中氤氳日久,等待了很長的時間。對于一個仍然站立著的文明而言,我們渴望著引領下一次技術革命,也許,它已經發軔于那些惠及面最為廣大的行業與領域,就如同朵朵棉花,和暖天下。
參考文獻
[1]余同元. 中國傳統工匠現代轉型問題研究[D].復旦大學,2005.
[2]劉安定. 中國古代織物中的文字及其圖案研究[D].東華大學,2015.
[3]范金民.“蘇樣”、“蘇意”:明清蘇州領潮流[J].南京大學學報(哲學.人文科學.社會科學版),2013,50(04):123-141+160.
[4]馬瑞映,楊松.工業革命時期英國棉紡織產業的體系化創新[J].中國社會科學,2018(08):183-203+208.
[5]陳蘊鸞. 明清時期太湖地區棉業研究[D].南京農業大學,2012.
[6]李強,李斌,李建強.對英國工業革命時期紡織機械發明傳統觀點的再解讀[J].絲綢,2014,51(06):68-74.
[7]李強,楊小明.紡織技術社會史中的蝴蝶效應舉隅[J].紡織科技進展,2010(06):3-7.DOI:10.19507/j.cnki.1673-0356.2010.06.002.
[8]黃康健. 明清江南棉紡織業技術的理論化[D].蘇州大學,2008.
[9]韓克秀. 英格蘭棉紡織業的起源與發展研究:1740-1840年[D].南京大學,2014.
[10]薛志軒. 明清蘇松棉紡織業變化[D].南京師范大學,2014.
聲明:本館原創文章轉載,須經館方授權。公益原創文章插圖,圖片版權歸屬于收藏地或創作人。
統籌:吳文化博物館
技術支持:蘇州多棱鏡網絡科技
原標題:《平民階層的溫暖與時尚——明清江南棉布織染業與工業革命前英國的比較》
本文為澎湃號作者或機構在澎湃新聞上傳并發布,僅代表該作者或機構觀點,不代表澎湃新聞的觀點或立場,澎湃新聞僅提供信息發布平臺。申請澎湃號請用電腦訪問http://renzheng.thepaper.cn。



- 報料熱線: 021-962866
- 報料郵箱: news@thepaper.cn
互聯網新聞信息服務許可證:31120170006
增值電信業務經營許可證:滬B2-2017116
? 2014-2025 上海東方報業有限公司